
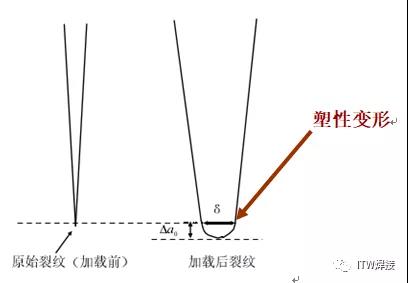
海洋鋼結構以及超大噸位船體目前都采用厚板結構,由于其板厚大,焊接接頭繁多,接頭形式復雜,因此具有良好的斷裂韌性顯得越來越重要,材料的韌性是材料強度和塑性的綜合表現,與材料本身、熱處理及加工工藝有關。而斷裂韌性是基于斷裂力學的概念,假定結構中存在缺陷-裂紋,研究其承載能力,受到載荷作用時,裂紋尖端高度應力集中,將發生塑性變形,導致裂紋尖端的鈍化,裂紋表面也隨之張開。CTOD(Crack Tip Opening Displacement)就是裂紋尖端表面張開的位移量δ,δ可以作為裂紋尖端應力場強度的度量,δ值越大,裂紋尖端的抗開裂性能越好;反之,韌性越差。
依照EEMUA 158:1994規范,對厚度50mm以上的鋼板要做焊后熱處理(PWHT)或CTOD試驗。挪威規范Norske Standard M101規定:鋼板厚度超過50mm的焊接接頭須進行CTOD試驗;若屈服強度超過500MPa,則鋼板厚度超過30mm時,其焊接接頭就必須做CTOD試驗。
海洋結構以及船體結構均采用大厚板進行焊接,通常采用PWHT來消除焊后殘余應力,改善焊接接頭的斷裂韌性,但是PWHT成本高,施工周期長,因此有必要采用更經濟高效的替代方法。在DNV-OS-F101標準中規定“當斷裂韌性達到一定要求值時,可免除焊后熱處理”,可通過CTOD試驗進行斷裂韌性測試。根據船級社及鋼結構相關規范說明,歐美國家的制造業,在焊接厚度≥50mm鋼板時,為免除焊后熱處理,廣泛采用CTOD試驗作為測試手段。
天泰CTOD實驗采用Instron8802動態試驗系統,最低實驗溫度可達零下30℃,對60~90mm厚EH36/EH47等高強鋼板及焊縫均可進行相關CTOD實驗。

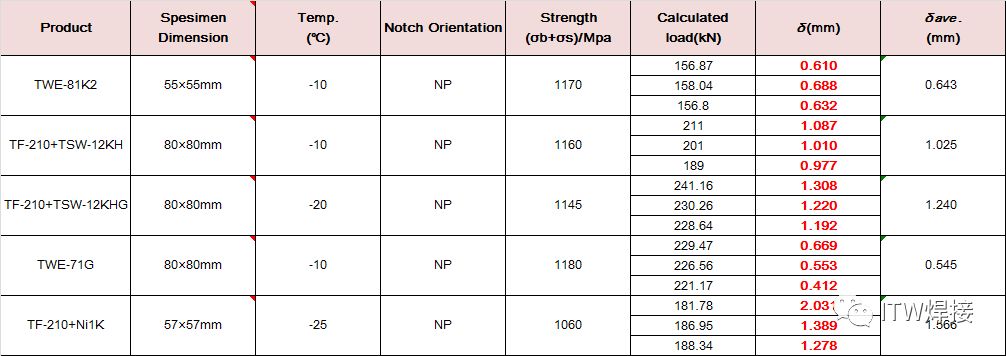
部分產品CTOD實驗結果如下:
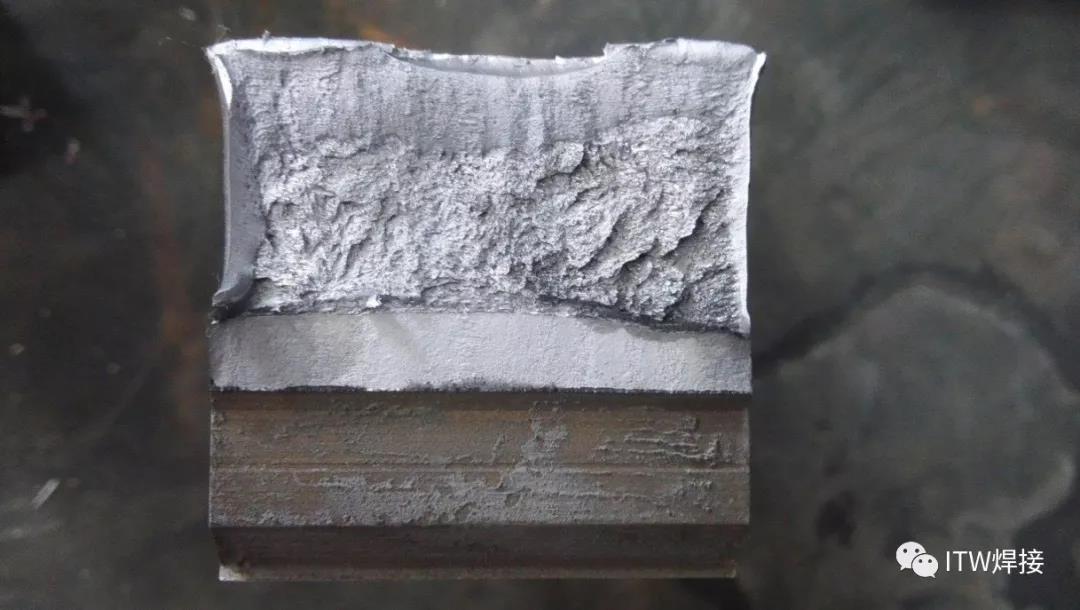
TF-210+Ni1K 斷口形貌
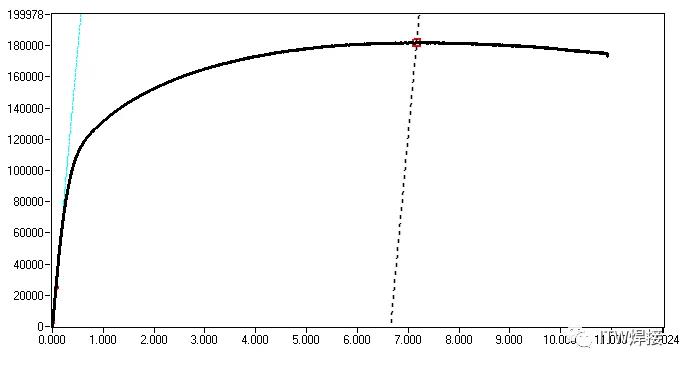
TF-210+Ni1K F-V曲線

 京公網安備11030102011296號
京公網安備11030102011296號